

Штамповка медного коуша в двух штампах.
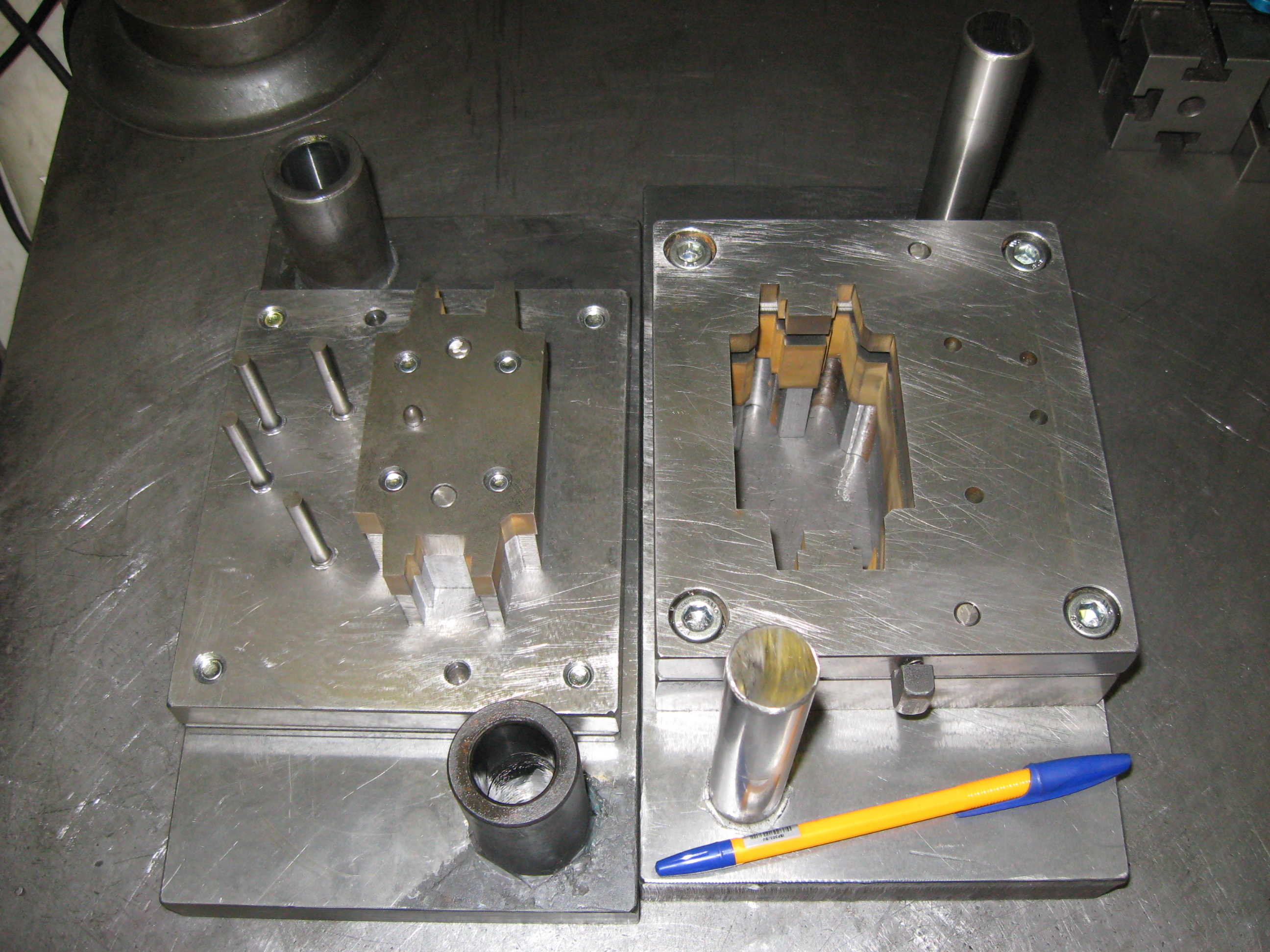
Первый штамп для отрезки и гибки заготовки коуша.
Штамп совмещенного действия. Медная полоса подается до упора по прижиму, расположенному в нижней части штампа. Заготовка коуша отрезается на пуансон матрице с помощью матрицы, расположенной на верхней плите штампа. Сразу после отрезки заготовка втягивается в гибочное окно пуансон - матрицы. Происходит гибка вокруг гибочного пуансона. Удаление из пуансон матрицы напровал. Штамп работает довольно быстро.
Комплект из трех штампов - штамповка развертки, и две гибки
Штамп для пробивки и вырубки радиатора

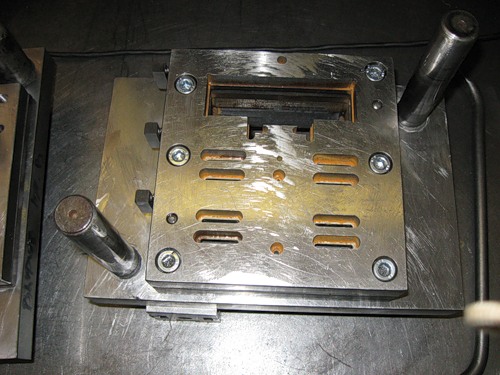
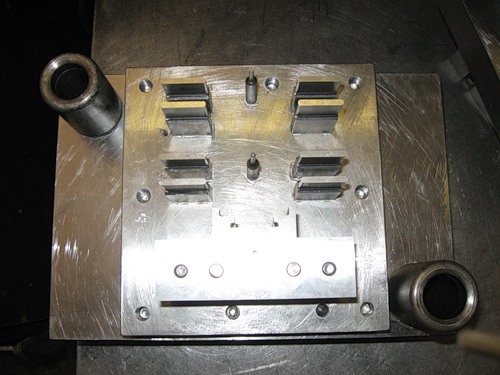

Первый штамп из трех для штамповки радиатора. Штамп трехшаговый - пробивка пазов размещена на двух переходах для прочности матрицы. На первом шаге, кроме того, пробивается отверстие, с помощью которого на втором шаге осуществляется позиционирование ловителем. Начало подачи полосы с помощью трех временных подпружиненных упоров, дальше - постоянный грибковый упор. Материал штамповки - АМГ2м толщиной 1,2 мм.
Штамп для первой гибки радиатора
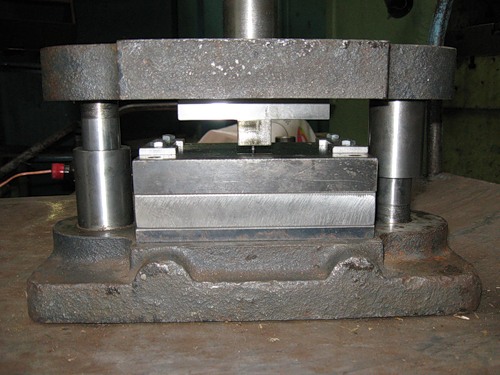


Штамп гибочный для первой гибки радиатора. Позиция заготовки обеспечивается двумя трафаретами и фиксатором, расположенным в выталкивателе. Снизу штампа прикручен буфер. Съем детали с пуансона с помощью отлипателя.
Штамп для второй гибки радиатора


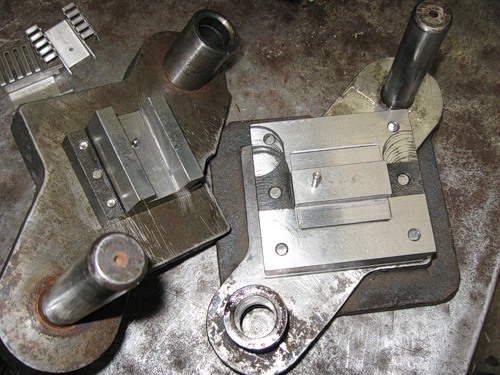
Штамп для второй гибки радиатора. Фиксация заготовки на п - образный изгиб после первой гибки. Съем с пуансона отлипателем.
Комплект штампов для штамповки рассекателя
Первый штамп для вырубки и вытяжки рассекателя
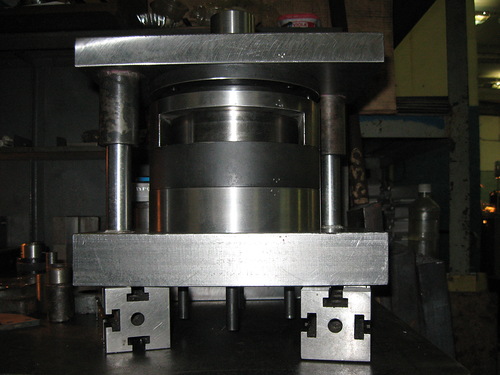



Полоса толщиной 2 мм подается в штамп, где производиться вырубка заготовки пуансон - матрицей, в которую заготовка втягивается вытяжным пуансоном. Выталкивание вытянутой детали из пуансон - матрицы осуществляется выталкивателем с помощью коромысла пресса. Снятие детали с вытяжного пуансона - прижимом, подпружиненным резиновым буфером, находящимся под штампом. Снятие отхода с пуансон - матрицы жестким съемником с пазом, высота которого позволяет извлечь готовую деталь из штампа.
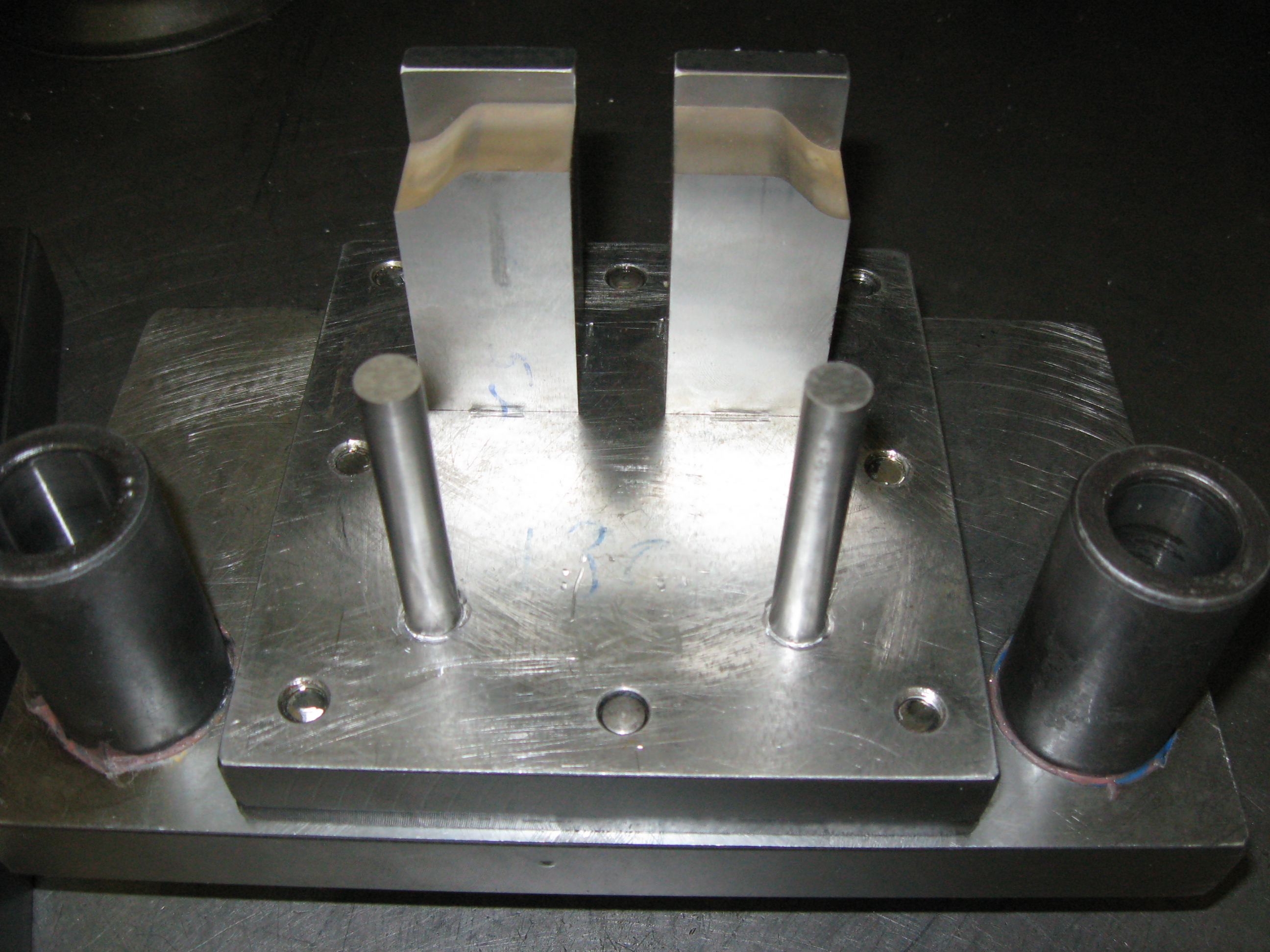
Второй штамп для пробивки дна рассекателя
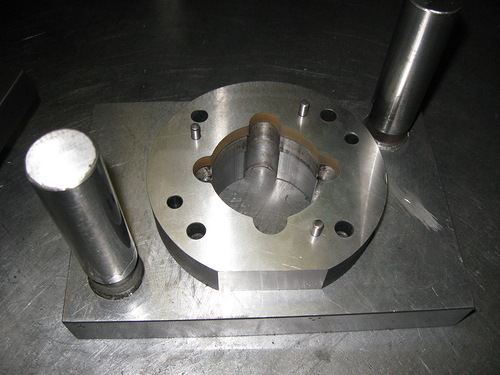
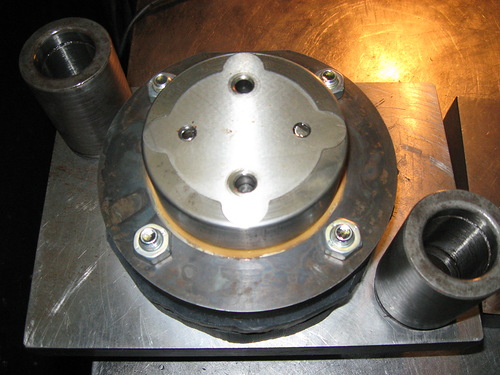

Деталь, вытянутая на предыдущей операции, укладывается на матрицу, где фиксируется с помощью трех штифтов, расположенных по окружности, и пробивается. Съем детали с пуансона осуществляется подвижным съемником - прижимом.
Комплект из двух штампов.
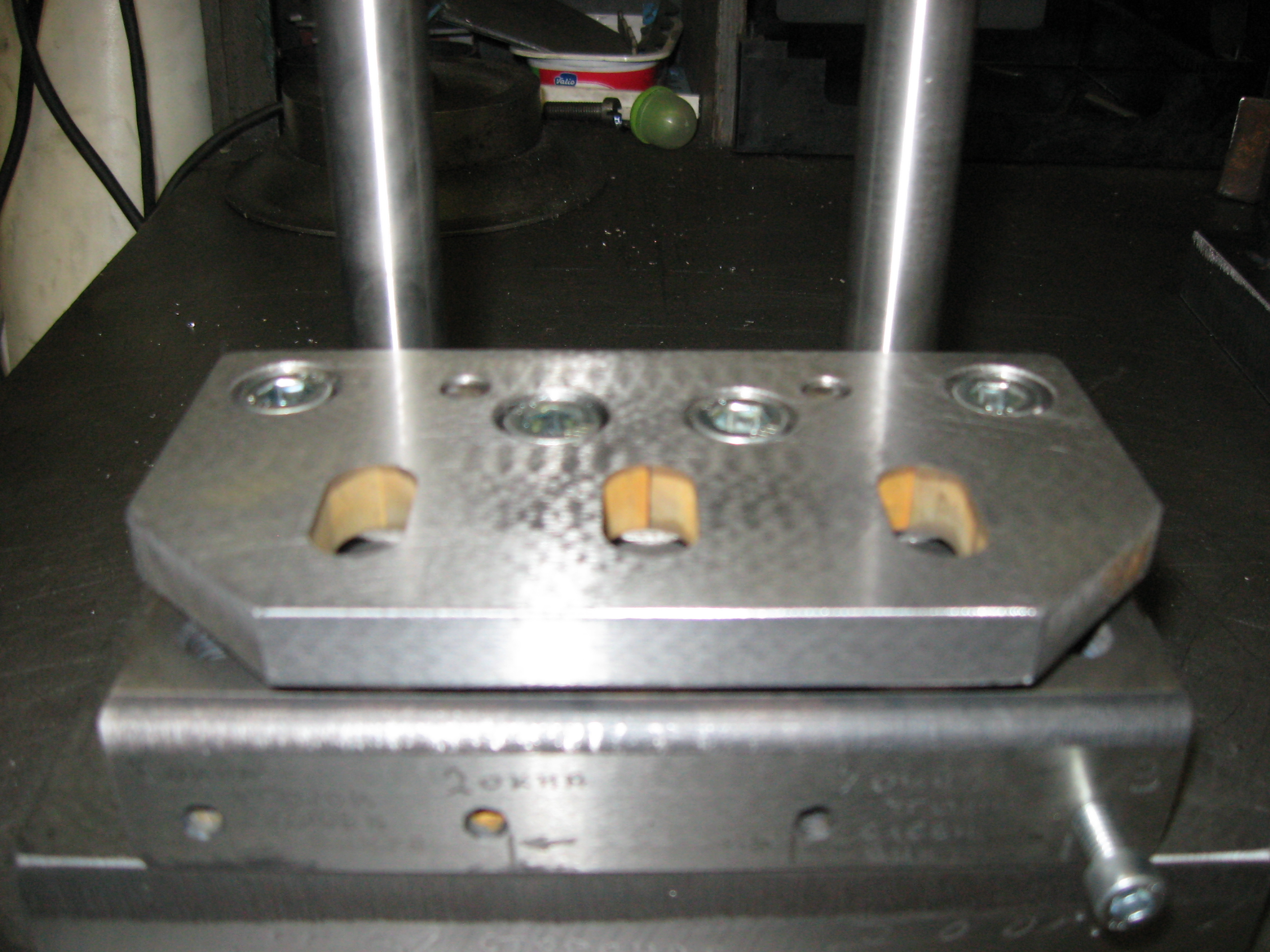
Первый штамп для надрезки с гибкой и пробивки уголка

В штампе производится пробивка отверстия и надрезка с гибкой полки уголка. Штамп двух ручьевой - для правой и левой детали, которые можно штамповать одновременно.
Второй штамп для пробивки трех или двух овальных окон во второй полке уголка

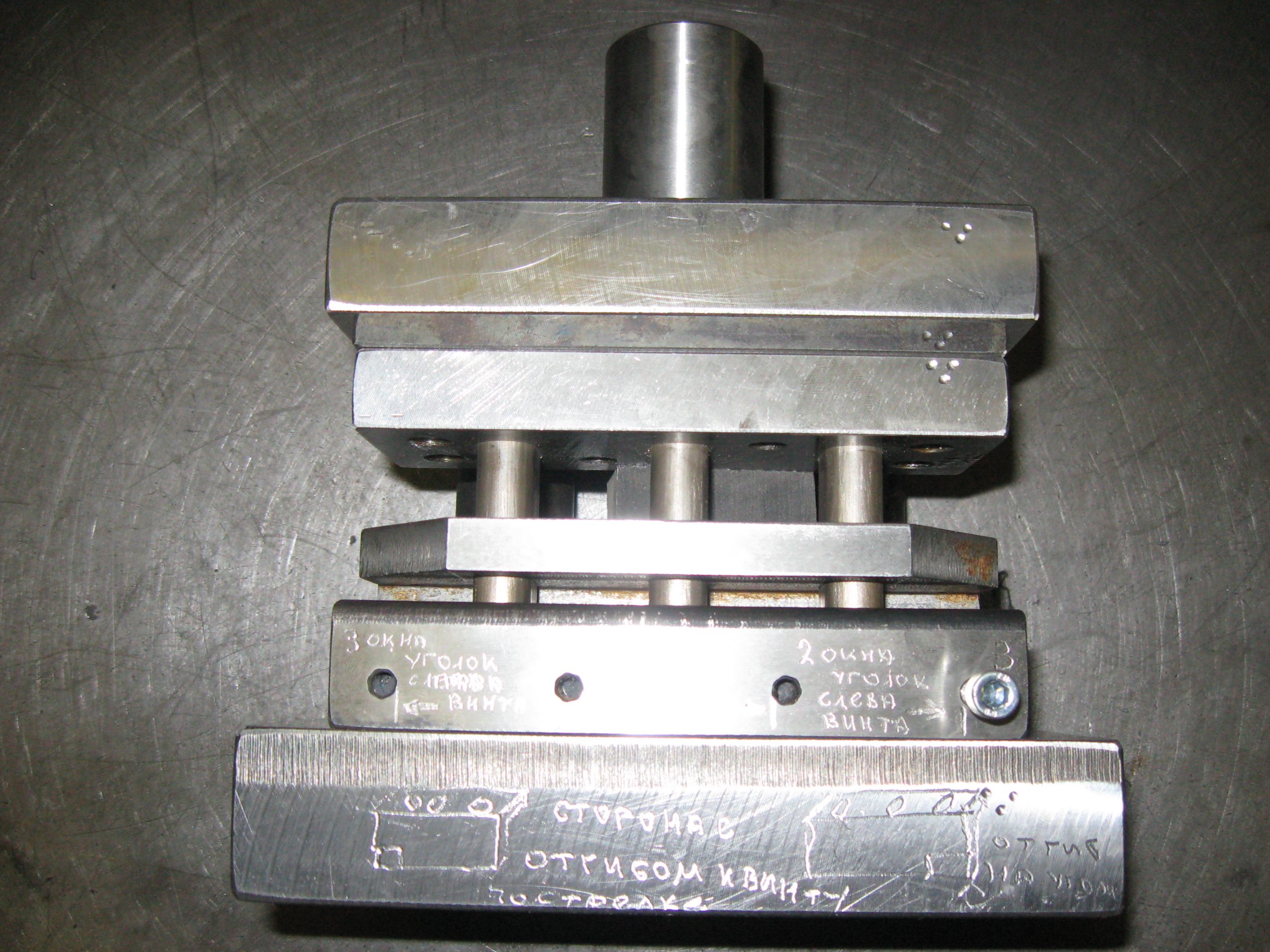

Уголок, после предыдущей операции, подается в штамп, где пробивается. С помощью винта - упора можно получить два или три окна, а также правую и левую деталь.
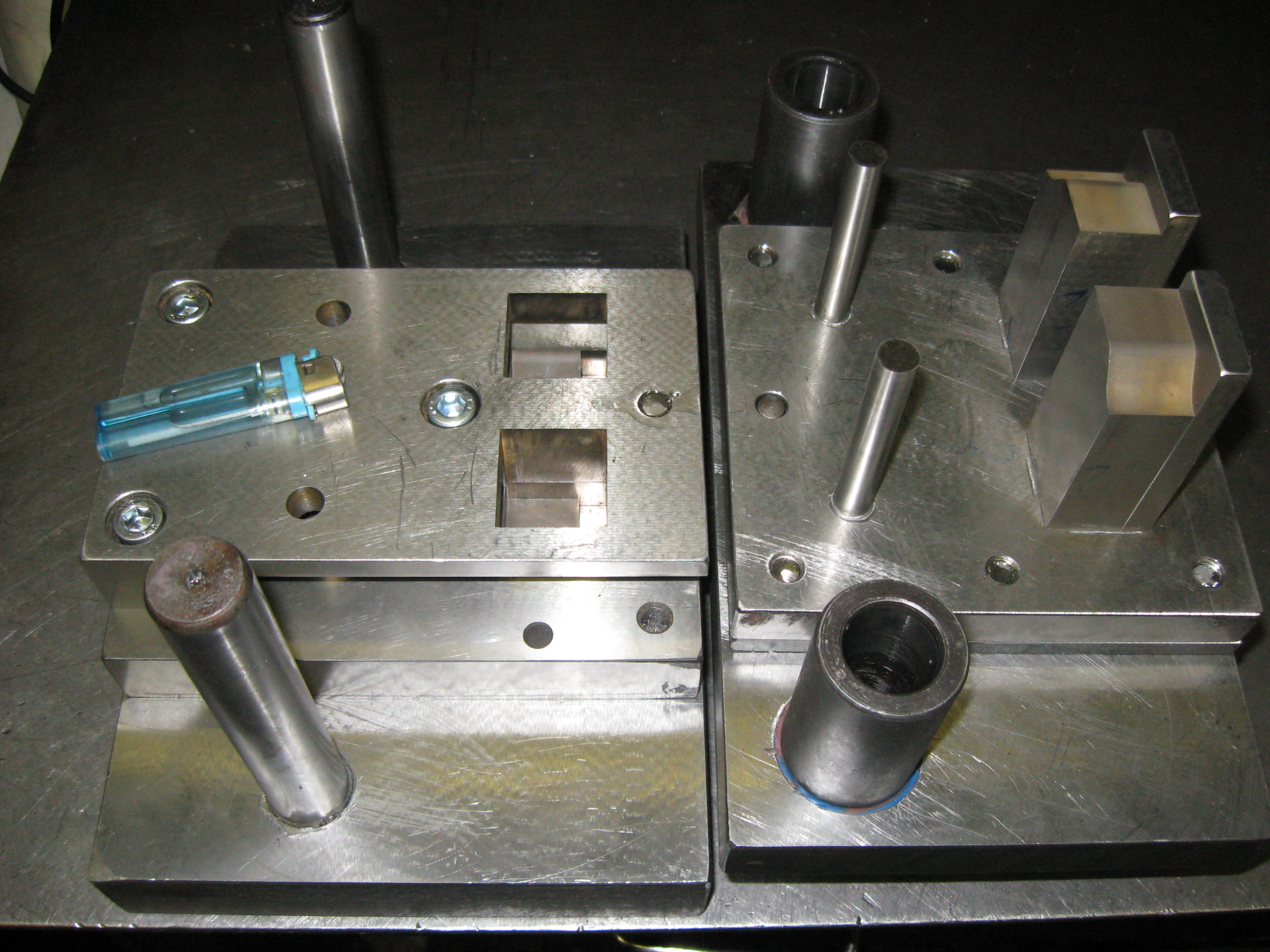
Комплект штампов для штамповки коробки
Штамп для пробивки и вырубки развертки коробки

На первом шаге пробиваются четыре отверстия, на втором - вырубается контур напровал. Штамп оснащен временным упором для первого удара, постоянным грибковым упором, и подпружиненным ловителем для точного позиционирования отверстий относительно периметра детали.
Штамп для гибки коробки


Заготовка, вырубленная на предыдущем штампе, укладывается на матрицу, где позиционируется с помощью двух цилиндрических фиксаторов, запрессованных в выталкиватель. У коробки гнуться четыре полки. При ходе ползуна пресса вверх, деталь выталкивается из матрицы выталкивателем, работающим от резинового буфера. Съем с пуансона осуществляется с помощью сдирателей, закрепленных по бокам матрицы. Для более удобной работы сдиратели можно убрать, настроив менее сильный удар, при котором деталь не остается на пуансоне.